Innovationen der HERZ Energietechnik GmbH überzeugen nachhaltig
Am Standort Pinkafeld hat sich wieder einiges in Forschung & Entwicklung im Bereich Biomasse getan.
Integrierter E-Filter für HERZ firematic
Da das Thema Staubemissionen in Zukunft immer wichtiger und auch gesetzliche, dauerhafte Emissionsgrenzwerte immer strenger werden, bietet die Adaptierung des neuen innovativen E-Filters an einer HERZ firematic die Möglichkeit geringste Staubemissionen im dauerhaften Betrieb zu gewährleisten.
Vorteil dieser Lösung ist, dass das Filtersystem komplett in die Anlage integriert ist und dadurch platzsparend eingesetzt werden kann. Der durch den E-Filter abgeschiedene Feinstaub wird gemeinsam mit der Flugasche über eine vollautomatische Aschenaustragung in einen gemeinsamen Behälter geführt.
Gemeinsam in Kombination mit dem Verbrennungs- und Wärmetauschersystem der HERZ firematic Reihe ergeben sich damit auch bei schwierigen und staubreichen Brennstoffen dauerhaft niedrige Ergebnisse im Bereich Grob- und Feinstaubabscheidung.

Regelung & Visualisierung – für Biomasse- Heizwerke
Durch die Regelung gemäß qm Holzheizwerke soll bei Biomasseanlagen eine Laufzeitoptimierung erreicht werden. Anhand von min. 5 Fühlern (optional 10) im Pufferspeicher wird der Speicherladezustand (0-100%) ermittelt und in Abhängigkeit dessen die Kesselleistung (100-30%) vorgegeben. Durch diese Regelstrategie soll eine konstante Kesselaustrittstemperatur gewährleistet werden. Weiteres Merkmal der qm Holzheizwerke Regelung ist, dass der Pufferspeicher auf einem einstellbaren Wert beladen wird und der Kessel auf möglichst geringer Leistung betrieben wird. Somit ist eine ständige Verfügbarkeit von Wärme sichergestellt. HERZ bietet vier Pakete entsprechend der Schemen WE2/4/6/8 an. Es ist möglich die Rücklaufanhebepumpe mittels PWM oder 0-10 Volt drehzahlgeregelt zu betreiben.
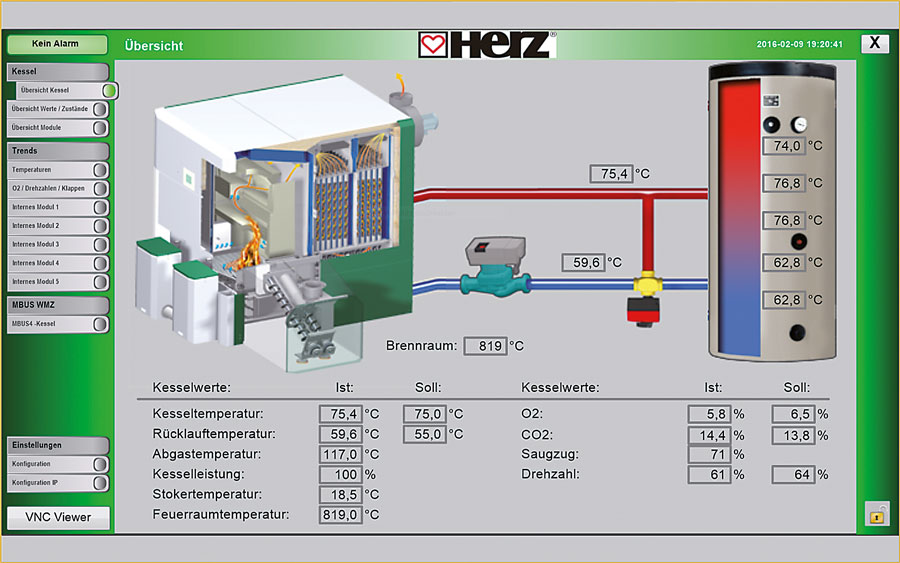
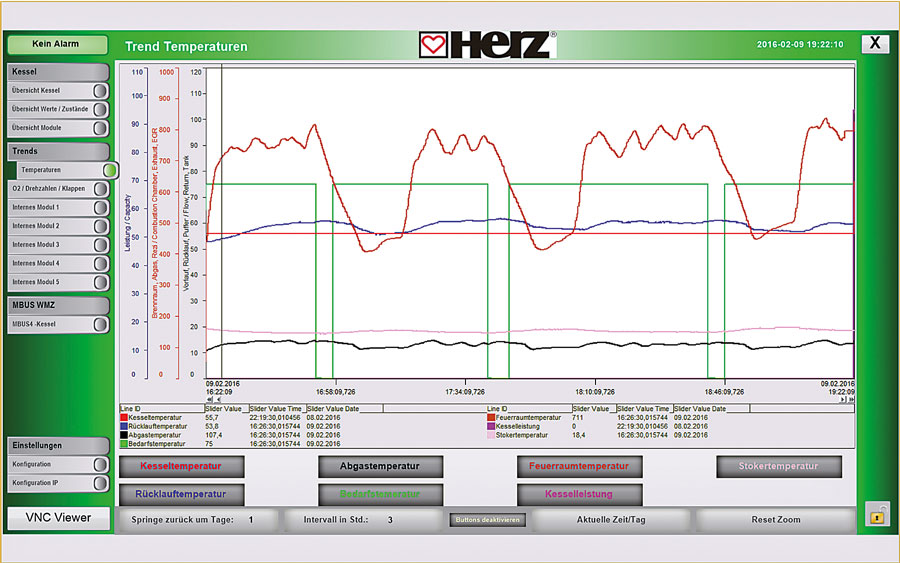
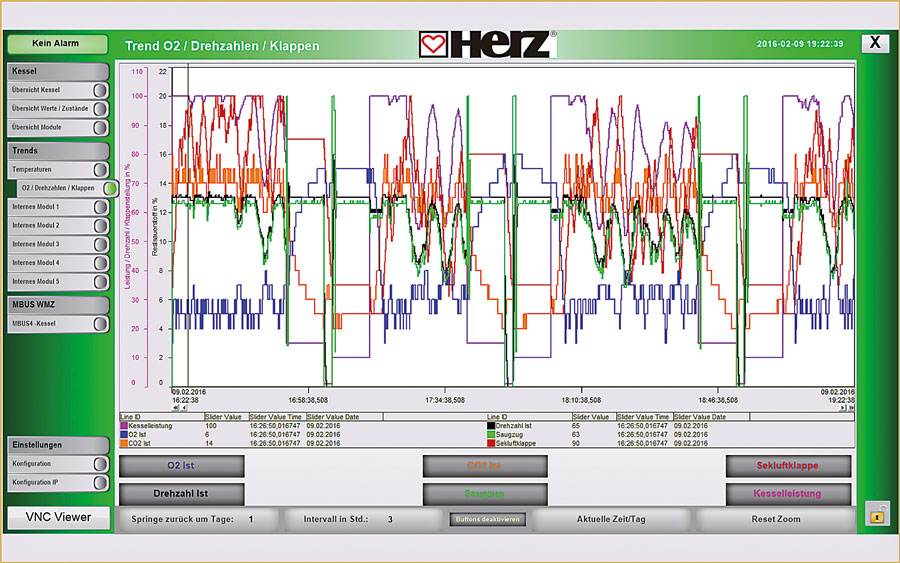
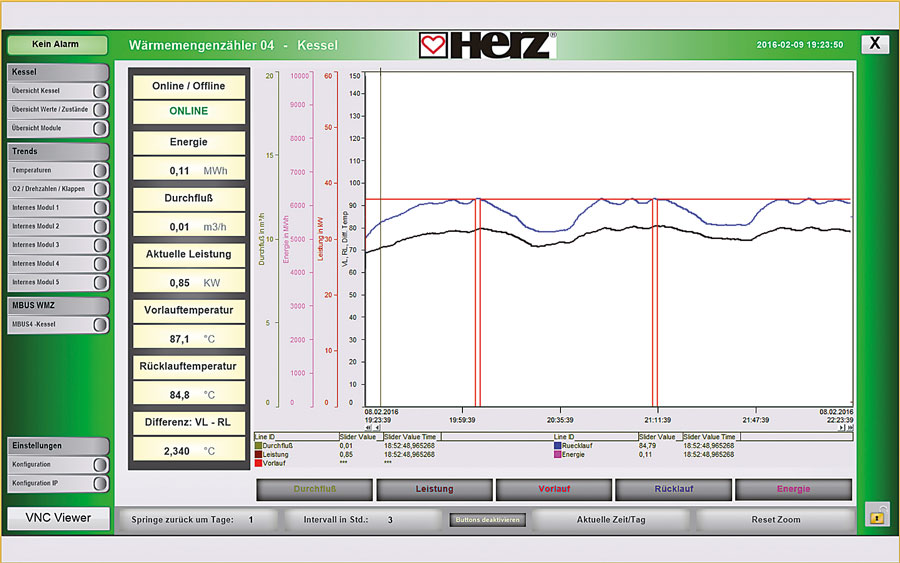
Die innovative HERZ Visualisierung für Biomasseheizwerke und Nahwärmenetze ermöglicht eine übersichtliche Darstellung des Heizsystems gemäß den Anforderungen von qm Holzheizwerke. Abläufe und Parameter können einfach optimiert und angepasst werden. Strom- und Wärmemengenzähler sowie Trend-Anzeigen werden im qm Format übersichtlich dargestellt. Zudem kann das komplette Heizsystem mit allen Wärmeerzeugern, Pufferspeicher, Solar und Hydraulik, uvm. dargestellt werden.
HiLowVe System
Das HiLowVe System ist eine Ergänzung für Biomassefeuerungsanlagen, um das Teillastverhalten zu optimieren und nachgeschaltete Komponenten (z.B. Zyklonabscheider, Rauchgasventilator, Elektrofilter) vor Korrosion oder Ablagerungen zu schützen.
Hauptziel des Systems ist es, Kondensatbildung und Bildung von Ablagerungen in nachgeschalteten Komponenten während Teillastzuständen zu vermeiden. Zum Erreichen dieses Zieles wird durch das HiLowVe System ein Teil der wirksamen Wärmetauscherfläche umgangen. Dies erfolgt, indem über ein Klappensystem die strömende Rauchgasmenge, welche entweder über den Wärmetauscher oder über den Bypass geführt werden, geregelt wird.
Auswirkungen auf den Teillastbetrieb
Das HiLowVe System ermöglicht auch bei Einsatz von Brennstoffen mit hohem Wassergehalt (> 40 %) einen soliden Teillastbetrieb ohne Gefahr zu laufen, dass die Rauchgastemperatur am Kesselaustritt unter einen voreingestellten Wert fällt und sich in Folge zu niedriger Temperaturen, Kondensat oder übermäßige Ablagerungen in nachgeschalteten Systemkomponenten bilden.
Regelung
Die Führungsgröße zur Regelung des HiLowVe Systems ist die eingestellte Soll-Abgastemperatur. Erkennt das HiLowVe System eine negative Abweichung der Abgastemperatur von der Führungsgröße, wird der Regelkreislauf aktiviert und die Regelklappen entsprechend der Temperaturabweichung angesteuert.

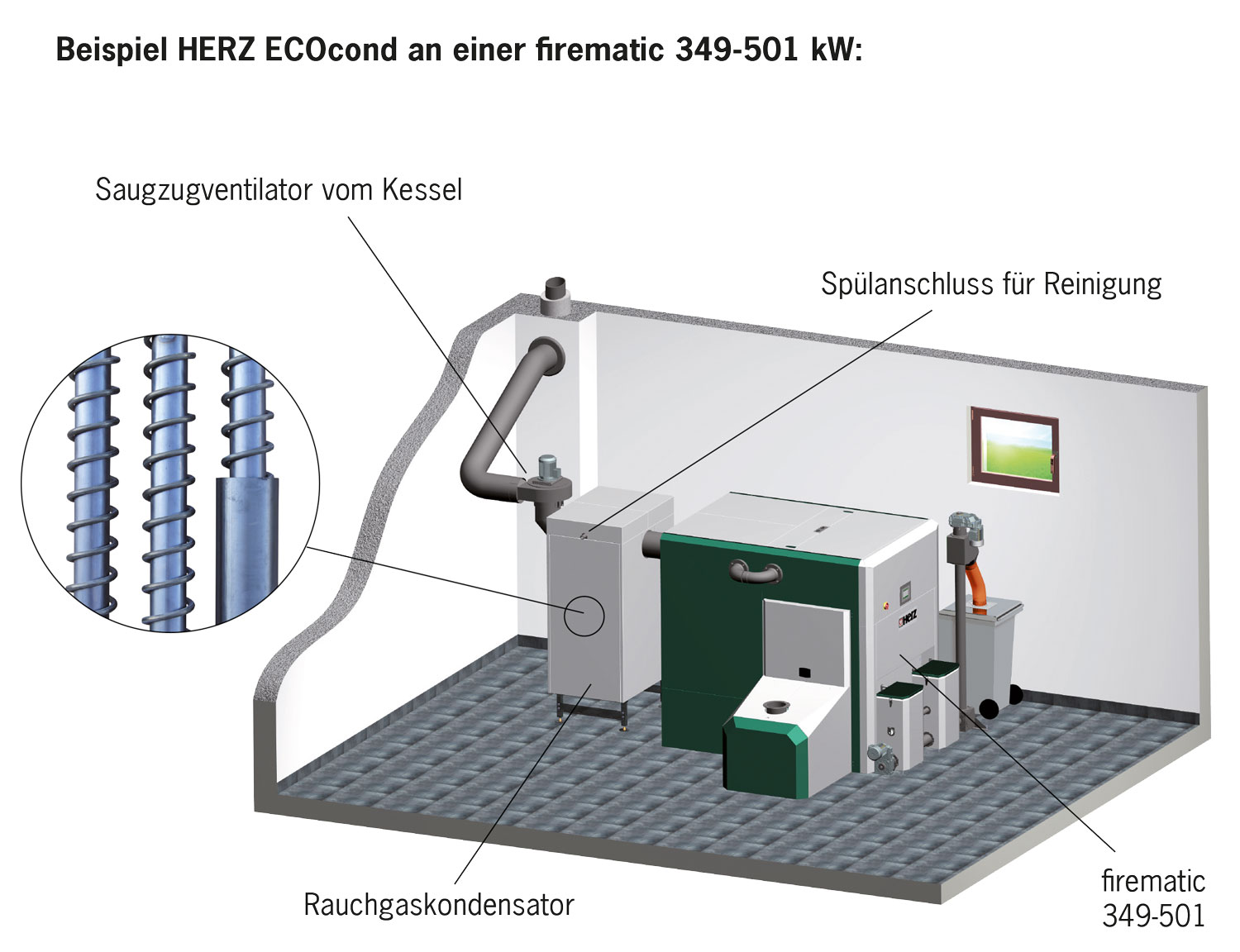
ECOcond Rauchgaskondensator
Das System ECOcond ist eine neue Entwicklung der zur Staubreduktion und Wirkungsgraderhöhung. Es wurden bereits Versuche im hauseigenen Forschungszentrum durchgeführt und dokumentiert.
Vorteile HERZ ECOcond am Beispiel einer realisierten Referenzanlage in Deutschland:
Der Abscheidegrad eines E-Filters ist oftmals gebunden an den Volllastbetrieb. Es ist keine Abscheidung in der Startphase bzw. in der Ausbrennphase möglich. Die Bauweise des HERZ ECOcond ermöglicht eine effiziente Abscheidung auch im Teillastbetrieb, in der Start- und der Ausbrennphase.
Die Abgastemperatur liegt nach dem Filter bei ca. 5°C über der Rücklauftemperatur! Bei einem E-Filter muss die Abgastemperatur hoch gehalten werden (>120°C), um eine Kondensation zu vermeiden. Diese Energie geht verloren. Beim HERZ ECOcond kann diese zusätzlich zu Heizzwecken genutzt werden.
firematic CONDENSATION 30/40 kW
Integrierte Brennwerttechnologie bei Hackgutanlage mit Wirkungsgrade bis zu 106 %
Effizienz steigern und Emissionen senken – Unter diesem Motto präsentiert die HERZ Energietechnik GmbH nach intensiver Forschungs- und Entwicklungsarbeit die erste Hackgutanlage mit integrierter Brennwerttechnologie. Die „HERZ firematic CONDENSATION 30/40“ mit 30 kW und 40 kW Nennleistung macht das Heizen mit Hackgut für Jedermann möglich. Emissionen werden minimiert und der Wirkungsgrad maximiert. Dadurch können Heizkosten gesenkt und Brennstoff eingespart werden.
Der Hackgut-Brennwertkessel ist in der Lage zusätzlich die im Abgas enthaltene, sogenannte „latente“ Wärme, zu nutzen. Die Ausnutzung dieser Wärme erfolgt, indem das heiße Abgas so weit abgekühlt wird, dass der darin vorhandene Wasserdampf kondensiert und dabei die enthaltene Energie (die Kondensationswärme) freigesetzt wird. Die zusätzliche Wärme wird dem Heizsystem wieder zugeführt und somit können Wirkungsgrade bis 106% erreicht sowie gesetzlich geforderte Staubemissionen bei weitem unterschritten werden!
Die Hackgutanlage mit Brennwertnutzung bedeutet eine Revolution für den Markt. Bisherige Technologien werben zwar auch mit „Brennwertnutzung“ bei Hackgutanlagen, jedoch ist die bereits auf dem Markt erhältliche Technologie eine Nachschaltung eines Wärmetauschers im Abgasweg – also eine externe – zusätzlich nachgeschaltete – Brennwertbox nach dem Kessel. HERZ hat diese Technologie jedoch im Hackgutkessel erstmalig integriert.
Die essentiellen Vorteile der Brennwerttechnologie im Überblick:

